

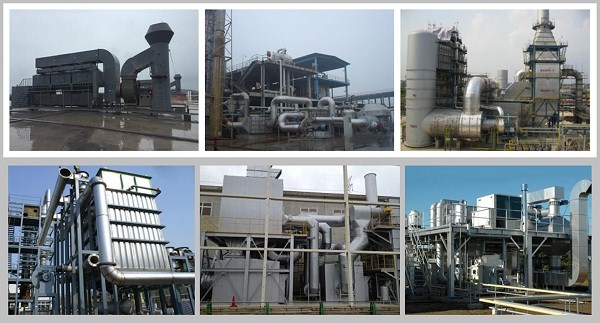
RCO催化燃烧有机废气处理设备
催化燃烧有机废气处理设备所发生的气—固相催化反应的实质是活性氧参与的深度氧化作用。在催化燃烧过程中,催化剂的作用是降低活化能,同时催化剂表面具有吸附作用,使得反应物富集于表面。借助催化剂的作用使得废气在较低的起燃温度条件下,发生无焰燃烧,并氧化分解为CO2和H2O,同时放出大量的热能,从而达到有机废气处理设备处理有害物质的目的。
我公司研发的RCO催化燃烧有机废气处理设备是在催化剂的作用下,使有机废气中的碳氢化合物在温度较低的条件下迅速氧化成水和二氧化碳,达到治理的目的。催化燃烧过程是在催化燃烧有机废气处理设备中进行的。有机废气先通过热交换器预热到200~400℃,再进入燃烧室,通过催化剂床时,碳氢化合物的分子和混合气体中的氧分子分别被吸附在催化剂的表面而活化。由于表面吸附降低了反应的活化能,碳氢化合物与氧分子在较低的温度下迅速氧化,产生二氧化碳和水。
RCO催化燃烧有机废气处理设备原理
在工业生产过程中,排放的有机尾气通过废气处理设备的引风机进入设备的旋转阀,通过选转阀将进口气体和出口气体完全分开。气体首先通过陶瓷材料填充层(底层)预热后发生热量的储备和热交换,其温度几乎达到催化层(中层)进行催化氧化所设定的温度,这时其中部分污染物氧化分解;废气继续通过加热区(上层,可采用电加热方式或天然气加热方式)升温,并维持在设定温度;其再进入催化层完成催化氧化反应,即反应生成CO2和H2O,并释放大量的热量,以达到预期的处理效果。
经催化氧化后的气体进入其它的陶瓷填充层,回收热能后通过旋转阀排放到大气中,净化后排气温度仅略高于废气处理前的温度。系统连续运转、自动切换。通过旋转阀工作,所有的陶瓷填充层均完成加热、冷却、净化的循环步骤,热量得以回收。
RCO蓄热式催化燃烧设备使用旋转阀替代了传统设备中众多的阀门以及复杂的液压设备。有机物去除率可以达到98%以上,热回收率达到95-97%。

性能特点
1.操作方便,设备工作时,实现自动控制,安全可靠。
2.设备启动,仅需15~30分钟升温至起燃温度,耗能仅为风机功率,浓度较低时自动补偿。
3.采用当今先进的贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大,阻力小,净化率高。
4.余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。
5.使用寿命长,催化剂一般两年更换,并且载体可再生。
6.不产生氮氧化物(NOX)等二次污染物;
7.安全性高、净化效率高达99%以上;
8.高效的热量回收率,热回收效率≥95%。
占地面积小:仅为同行业同类产品的70%~80%,且设备基础无特殊要求。
适用范围
RCO催化燃烧有机废气处理设备能对苯、醇、酮、酯、汽油类等有机溶剂的废气进行吸附净化,更适用于低浓度大风量或高浓度间歇排放废气的作业环境,它能有效地净化环境、消除污染、改善工作环境,确保工人身体健康,治理达标排放。因此,化工、轻工、涂装、电子、机电、印刷、家电、制鞋、电池(电瓶)、塑料、薄膜、橡胶、涂料、制药、家具、船舶、汽车、石油等行业产生的有害有机废气处理及臭味消除均可选用。
- 上一条: 汽车铝轮毂的喷涂工艺
- 下一条: 汽车保险杠的发展与喷涂工艺说明
东莞总部:东莞市中雅卓科工业设备有限公司
地 址:广东省东莞市虎门镇南栅第六工业区民昌路六巷4号
电 话:0769-81919829(50线)
传 真:0769-81919209
业务专线:13823757288
邮 箱 : wxzk@szzkgy.com
网 址 : www.szzkgy.com
-
卓科官网

-
微信公众号



 设备咨询1
设备咨询1 咨询电话:13823757288
咨询电话:13823757288 二维码
二维码